Hyvä esimerkki suomalaisesta
teollisuudesta on autonvalmistusteollisuus. Siellä missä ei voida
kilpailla suurilla sarjatuotantomassoilla, kilpaillaan oman sektorin
osaamisella ja tuotannon joustavuudella.
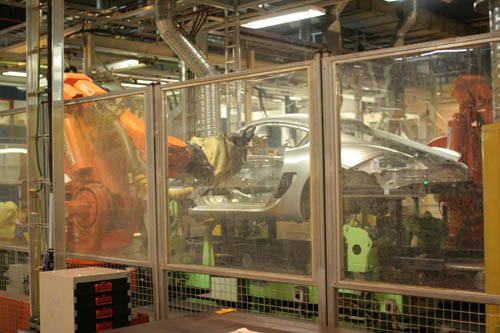
Valmet Automotiven tehtaalla Uudessakaupungissa valmistetaan
Porsche Boxster ja Cayman S -malleja. Jokainen auto on varioitu
asiakkaan vaatimusten mukaan.
Valmet Automotive oli mukana Porschen uuden Boxsterin ja Cayman
S-mallin suunnittelussa alusta asti. Nykyaikaisessa tuotekehityksessä
tuotteen ja tuotannon suunnittelu kulkee käsi kädessä, jolloin
valmistamisesta saadaan entistä tehokkaampaa. Myös esisarjat
valmistettiin Uudessakaupungissa. Uudenkaupungin tehdas ei kuitenkaan
ole Porsche AG:n oma, vaan autoja valmistetaan sopimuksella. Tämä
tarkoittaa sitä, että Porsche omistaa komponentit ja Uudenkaupungin
tehtaan tuote on auton rakentaminen. Valmet Automotiven omistaja on
Metso.
Muiden eurooppalaisten sopimusvalmistajien sijaan ehkä tärkein
kilpailija Uudenkaupungin tehtaalle on suurten autovalmistajien oma
tuotanto. Muista sopimusvalmistajista valmetlaiset kokevat erottuvansa
sillä, että heillä on tuotantoprosessin suunnittelusta ja
rakentamisesta vankka tietotaito talon sisällä. Linjaston nopeus on
omissa käsissä, koska se on suunniteltu ja järjestetty itse.
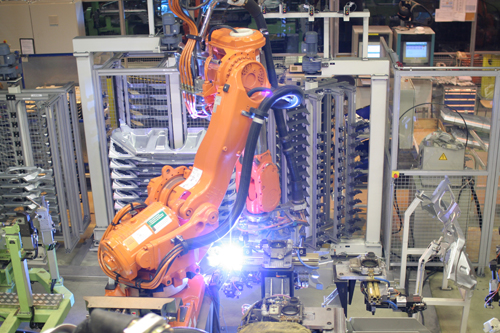
Robottisolut pystytään rakentamaan itse aina osien tilaamista,
asentamista ja ohjelmointia myöten. Varsinaiset robotit ovat ABB:n
toimittamia, mutta kokonaisuus tulee eri puolilta. Esimerkiksi
robottien hitsauspihdit tulevat Keski-Euroopasta ja roboteista saadaan
parempi hyöty vaihdettavilla tarttujilla, jotka ovat itse
valmistettuja. Kunnossapitotiimi kykenee hoitamaan pieniä muutoksia
lennossa, kuten osavaihtoja ja pieniä ohjelmointitöitä.
Tehtaalla on käytössä kiinteän päivätuotannon jaksotus. Joka päivä
saapuu tilaus kahden viikon kuluttua tehtävistä autoista.
Jonontasoitusohjelmassa tuotantojono tasataan siten, että
tuotantolinjalla kuormitus on tasapainossa. Kun jono on valmis,
lähetetään osatoimittajille kotiinkutsut ja autokohtaiset osat tulevat
oikeassa järjestyksessä valmiina asennusta varten. Logistiikka on
tärkeää, sillä tuotannon kahdeksantuhatta nimikettä tulevat
kolmeltasadaltaviideltäkymmeneltä osatoimittajalta ja oikean osan on
kohdattava oikea auto tuotantolinjalla.
Korit valmistuvat robottifarmilla.
Auton kokoonpano alkaa pitkälle automatisoidusta korihitsaamosta. Uusia
Porschen malleja varten hitsaamoon rakennettiin uusi tuotantolinja ja
koria rakentamassa on 73 robottia. Pistehitsauksessa automaatioaste on
90 % ja tuotteen siirrossa 100 %, eikä robottien täyttämässä hallissa
juuri ihmisiä näy.
Automatisointi sopii hyvin hitsaamoon, koska erilaiset asiakkaiden
vaatimusten mukaiset räätälöinnit eivät vaikuta juurikaan itse koriin.
Vaikka hitsaamon automatisoinnin voisi olettaa vähentävän työvoiman
tarvetta, on Uudenkaupungin autotehtaan henkilöstömäärä noussut
edellisestä vuodesta kolmellasadalla kasvaneiden tuotantomäärien
vuoksi. Autojen kokoonpano on edelleen varsin käsityövaltainen ala.
Tuotantosoluissa automaatiota käytetään eri tavoilla. Osassa ihmiset
lataavat tarvittavat komponentit robotin hitsausjigiin. Toisissa osat
ladataan makasiiniin, josta robotti hakee osat hitsattaviksi. Joissain
soluissa taas hitsaajana on ihminen. Automaattisoluissa hitsauspisteet
ja lyhytkaarisaumat osuvat kohdilleen tarkkojen jigien avulla, eikä
konenäköä tarvita. Tiedonsiirtoon käytetään korkeammalla tasolla
Ethernet-verkkoa. Solujen sisällä käytössä on DeviceNet ja Inter Bus
-väyliä.
Korin pääkomponentit kuten etuosa, takaosa ja sivut kootaan erikseen
omissa osakokoonpanosoluissaan. Auto alkaa saada muotoaan vasta
alustalinjan alussa, jossa takaosa, keskilattia ja etuosa hitsataan
toisiinsa kiinni. Tämän jälkeen koriin liitetään sivut. Sivukomponentit
esiasennetaan liimalla ja kiinnitetään lopuksi pistehitsauksella. Liima
pitää osia paikallaan hitsausvaiheessa, sekä vahvistaa korin rakennetta
valmiissa autossa. Tämä lisää myös auton kolariturvallisuutta. Robotti
tekee liimaussauman, ja ennen liittämistä sauma tarkistetaan DVT:n
konenäkökameralla. Kori menee vielä manuaalihitsauspisteeseen, jossa
hitsataan vaikeimmat paikat, sekä tarkistetaan koneen tekemät työt.
Ennen ovien ja luukkujen asennusta muotonsa saanut kori kulkee
online-mittausaseman kautta, jossa laserkamerat tarkistavat kohta
kohdalta korin mittatarkkuuden. Valmis kori jatkaa matkaansa
maalaamoon, joko on niin ikään pitkälti automatisoitu.
Perusvärivaihtoehtoja Porschen ostajalla on noin viisitoista, mutta
yksilöllisempiäkin värivalintoja saa tilauksesta. Erikoisvärit
maalataan osittain käsin, mikä selittää niiden lisähintaa.

Kokoonpanoinsinöörien, Hannu Tuupasen ja Tapio Mattilan mielestä automatisointi on lisännyt työpaikkojen määrää.
Automaatiolaitteiston häiriöistä tehdas ei ole halukas antamaan
lisätietoja, sillä tämä on arvokasta tietoa myös kilpailijoille.
Tehtaan toimintavarmuus näkyy suoraan tuotantotehokkuudessa, sillä
´sopiva´ häiriö tuotantolinjalla voi helposti näkyä suurina
kustannuksina ja tuotannon menetyksinä. Toisin sanoen Valmet
Automotiven mukaan häiriöitä esiintyy tuotannossa ´aina jonkin verran´.
Mahdollisiin ongelmatilanteisiin on kuitenkin varauduttu, ja
autotehtaan omalta henkilökunnalta löytyy runsaasti tarvittavaa
automaatio-osaamista. Hädän sattuessa apukin on lähellä.
Kokoonpano tapahtuu pääasiassa käsin
Auton kokoonpano on automatisoidun tuotantolinjan alkupään vastapainona
hyvinkin pitkälle käsityötä. Asentajat työntävät kojelaudan ja muut
osat paikalleen. Tuulilasin liimauksessa käytetään robottia, joka
löytää tuulilasille oikean paikan konenäöllä. Pellin muotojen
heijastuksien avulla neljä kameraa tarkistavat lasille oikean
sijainnin. Toinen robottiasema on alustavahauksessa.
Autoja rassanneet tietävät ettei moottorin irtiottaminen autosta ole
kovin nopea juttu. Porschen alusta rakennetaan erikseen ja moottori
asennetaan sen päälle. Valmiin alustan kiinnittäminen koriin kestää
näppärät kolme minuuttia, mikä on samalla aika minkä auto viettää
yhdessä työpisteessä.
Viimeisen päivän vaiheet kuulostavat aivan krapula-aamun toiminnalta.
Auto käy ensiksi läpi suhina-, tärinä- ja vesitestit, ja tämän jälkeen
testataan eri osien toimintaa. Testauksessa ollaan siirtymässä Suomen
hankalasta säästä sisätiloihin ja ajo suurilla nopeuksilla testataan
rullien päällä. Yksi Porsche kulkee tuotantolinjan alusta loppupäähän
neljässä päivässä. Päivittäin valmistuu noin sataviisikymmentä
menopeliä.